易卖工控网9月12日讯,针对高精密直驱龙门定位平台的双直线电机
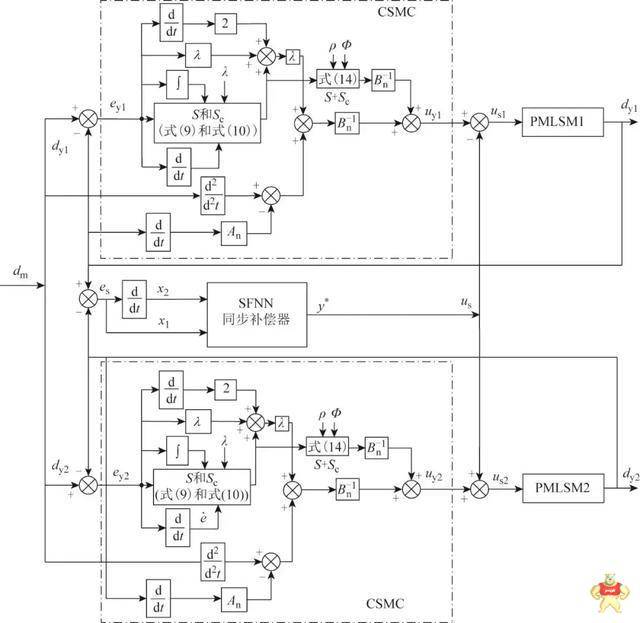
伺服系统的位置同步控制问题,提出一种Sugeno型模糊神经网络(SFNN)同步补偿器和互补滑模控制器(CSMC)相结合的控制方法。
建立了含有参数变化、外部扰动和摩擦力等不确定性的
永磁直线同步电机(PMLSM)动态模型,采用广义滑模面和互补滑模面相结合的方式来设计CSMC。CSMC可有效抑制参数变化、外部扰动和摩擦力等不确定性的影响,削弱传统滑模控制器(SMC)存在的抖振现象,减小系统的跟踪误差,实现高精度位置跟踪。同时,利用SFNN同步补偿器解决双直线电机间动态参数不匹配问题及耦合现象,SFNN同步补偿器可对每个轴进行误差补偿,从而减小位置同步误差,保证系统实现同步控制。
实验结果表明,该控制方法可明显减小系统的跟踪误差和同步误差,进而改善轮廓加工精度。
随着先进制造业的快速发展,超精密机床技术已被广泛应用于医疗器械、光电系统和检测转换等领域。作为高档数控机床的代表,精密直驱龙门定位平台受到人们越来越多的关注。龙门定位平台由两台完全相同的永磁直线同步电机(PermanentMagnetLinearSynchronousMotor,PMLSM)组成,是一种典型的多轴协调控制系统。这就要求在同一给定信号下,两台PMLSM需保持速度和位置的一致性。
然而在实际加工过程中,两台PMLSM间存在的机械耦合和运行过程中的不确定性会使龙门定位平台不能实现同步进给,从而影响加工精度。因此,减小双直线电机伺服系统的跟踪误差和同步误差,进一步提高系统加工精度,是目前高精度龙门定位平台所面临的巨大挑战。
为解决双直线电机存在的同步误差问题,首先要保证单轴PMLSM的位置跟踪精度,降低系统对参数变化、外部扰动和摩擦力等不确定性的敏感度。滑模控制器(SlidingModeController,SMC)是一种特殊的不连续的非线性控制方法,能使系统具有较强的鲁棒性。但当系统状态点到达滑模面时,会产生高频小幅度抖振。
有学者将全阶SMC应用于高阶非线性系统中,削弱了抖振现象,但控制器设计时需进行多次求导,并在计算过程中引入赫尔维茨多项式。
有学者采用非奇异快速终端SMC,具有较高的收敛速度,提高了系统的动、静态性能,但当系统状态点离平衡点较远时,动态性能变差。
为解决SMC中存在的抖振问题,本文设计互补滑模控制器(ComplementarySlidingModeController,CSMC)提高系统性能,CSMC在SMC的基础上,将广义滑模面和互补滑模面相结合,并通过Lyapunov稳定理论证明了该方法的有效性,提高了系统的鲁棒性和跟踪性。
在保证单轴PMLSM跟踪精度的同时,需减小双直线电机伺服系统的同步误差。目前,龙门平台伺服系统通常有串联和并联两种同步控制策略。串联同步控制将位置信号送给主电机,再将主电机的输出信号作为从电机的输入信号进行控制。
有学者采用模糊PID主从式方法进行多
电机控制,解决了主从控制受到外界干扰时电机间影响较大的问题,但设计模糊PID控制器过于依赖经验。并联同步控制对多台单机输入相同信号,每台电机依靠独立的控制系统完成控制目标,从而实现同步进给。
交叉耦合控制属于一种特殊的并联同步控制,文献[15]采用鲁棒自适应交叉耦合同步控制方法,保证了系统的同步跟踪精度。但交叉耦合控制只适用于线性轮廓误差,对于具有时变性质的轨迹无法保证稳定性。
因此,本文设计Sugeno型模糊神经网络(SugenotypeFuzzyNeuralNetwork,SFNN)同步补偿器,SFNN同步补偿器可根据误差模型对各轴间同步误差进行估计和补偿,并通过反向传播算法实时调整各轴补偿参数,从而达到减小系统同步误差的目的。
本文提出SFNN同步补偿器和CSMC相结合的控制方法减小双直线电机间存在的跟踪误差和同步误差。实验结果表明,所提方法能够有效提高系统的同步控制精度,满足龙门定位平台高精密加工要求。
总结
为满足龙门定位平台高精密的加工要求,减小双直线电机伺服系统的位置跟踪误差和同步误差,确保系统实现同步进给,提出一种基于SFNN同步补偿器和CSMC相结合的双直线电机伺服系统控制方法。
利用CSMC解决传统SMC中存在的抖振问题,提高系统跟踪精度,保证单轴PMLSM的跟踪性和鲁棒性。同时,设计SFNN同步补偿器,解决双直线电机的耦合问题,减小系统同步误差,保证双直线电机伺服系统的同步控制精度。
实验结果表明,该方法有效可行,能够明显减小系统跟踪误差和同步误差。以上就是关于了解一下能能显著减小系统误差的新双直线电机伺服系统同步控制方法的相关内容介绍,更多
电机伺服相关信息请访问:
工控网(https://www.ymgk.com)
文章图片来源于网络




 记住账号
记住账号



 在线咨询
在线咨询
 QQ咨询
QQ咨询

 18059884802
18059884802


